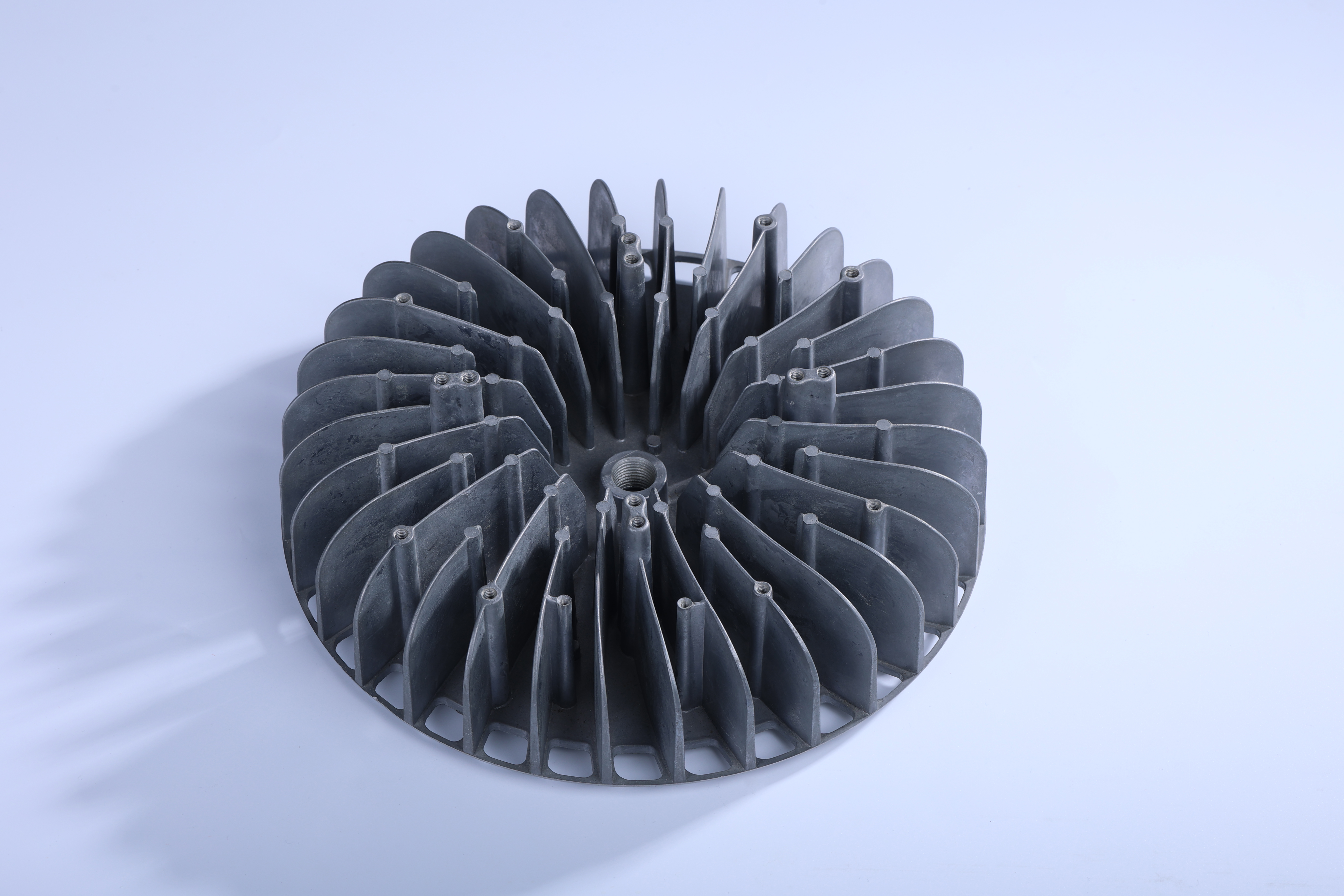
一、先看清:起泡長啥樣
表面鼓起圓包,切開后里面是空的,有時帶黑渣,有時光溜溜。壓鑄完看不見,拋丸或噴砂后才冒出來。
二、最大元兇——氫氣
1. 鋁水吸氫:濕度高、鋁錠潮濕,熔爐里氫氣溶進鋁水。
2. 脫模劑噴水:水量大、氣壓低,水霧被鋁水包進去,氫氣留在鑄件里。
3. 結果:鑄件冷卻,氫氣跑不出來,就在表皮下形成小氣包,后期鼓包。
三、第二元兇——模具卷氣
1. 澆口太小,鋁水沖進去像射水槍,把空氣卷進鑄件。
2. 排氣槽堵了,氣體沒路走,被鋁水包成氣泡。
3. 結果:氣泡靠近表面,拋丸一震,包膜破了,起泡。
四、第三元兇——鋁水溫度低
1. 溫度低于 630 ℃,鋁水流動性差,氣泡浮不上去。
2. 模具溫度也低,氣泡更跑不動,直接凍在皮下。
3. 結果:加工后氣泡外露,起泡。
五、現場速查表
1. 看包形狀:圓鼓、內壁光→氫氣;不規則、帶黑渣→卷氣。
2. 看位置:澆口附近多→卷氣;整個面隨機→氫氣。
3. 聽破聲:切開“啪”脆響→氫氣;悶聲→卷氣夾渣。
六、解決順序
① 鋁錠進庫前烘干,濕度 < 60 %;
② 脫模劑水量減半,氣壓提到 4 bar 以上,噴勻不滴水;
③ 鋁水溫度升到 640-650 ℃,模具溫度 180-220 ℃;
④ 澆口面積加大 20 %,排氣槽再開兩條;
⑤ 真空機或點冷機有錢就上,沒條件就把前四步做扎實。
七、補救辦法
1. 起泡少:砂輪磨掉,再補焊、再噴砂;
2. 起泡多:直接回爐,重熔后氫氣跑光,重新壓鑄。
按上面順序點檢,起泡率能從 5 % 降到 0.5 %,省拋光、省補焊,成品率直線上升。
 公司地址
公司地址
 公司郵箱
公司郵箱
 聯系電話
聯系電話
東莞市恩創精密五金科技有限公司 DongGuan City Enchuang Precision Metal Technology Co.,Ltd.
備案號: 粵ICP備14008964號 / 技術支持:米可網絡 / 百度統計
 恩創微信公眾號
恩創微信公眾號 恩創抖音
恩創抖音






 全國服務熱線
全國服務熱線